


���������������Զ�����ϵͳ������Ҥ¯�Զ����Ͽ���ϵͳ
һ����ҪĿ�����Ǹ���ԭ�����ϵĹ���Ҫ������״���״ԭ�Ͼ���������ϵȹ��� ������Ϊ�ɷݡ�ˮ�ֺϸ�Ļ���ϲ�������Ҥ�ϲ֡�
������ɲ�������ɢװ����Ϊ���IJ������Ͽ���ϵͳ�����������Զ�����ϵͳ�ɵ��ӳ������������ؿ����DZ���PLC�Լ���ҵ������Ĵ���ɡ�
��������Ҥ¯�Զ�����ϵͳ�ص�
�� ���ӳ�������һ��ָ���������������֡������豸��������綯����/�����/�����ʵ��� �������豸��ɵļ�����Ԫ��Ҳ������Ƥ�����ϳӡ��������ϳӵȣ�
�� һ��1̨���ؿ����DZ�����1̨���ӳ���������1̨���ӳ��������ɶ�Ӧ1������ԭ�ϲ֣�
�� PLC��Ϊ�����ƺ��İ������䷽Ҫ��ִ�е��ӳӵij���������
�� ��ҵ�����������ͨ�������ȫ���ݣ���Ϊ��Ӧ��ҵ���ӻ�������Ϊ��λ�����˺ͻ����Ի�
�ġ����������Զ�����ϵͳ������������Ҫ���ݣ�
�� �����������ֶ������Զ���ȫ�Զ����з�ʽ����������ʱ�л���
�� �䷽�����䷽��š��䷽���ơ�ԭ��Ͱ�š�ԭ�����ơ������������ɴ洢2000�������䷽��
�� ԭ�ϱ���ԭ��Ͱ�š�ԭ�����ơ�������������С�Ϲ��������ſ���ʱ�䣻
�� ��̬������ʽ�������������������ơ�����ʱ�䡢�ȶ�ʱ�䡢���������㣻
�� ������ʾ�����棺�������������ơ������趨����������ǰ������ʵ������������̬��ʾ������ǰ�����IJ������ơ���ǰ�����IJ����趨��������ǰ�������ϵ�ʵ����������̬��ʾ����
���������������棺�������°�Ŧ������������ʼ������ֹͣ��ǿ�ȵ���ֹͣ������ijһ��ԭ�ϼ�������ǿ��ȫ��ֹͣ��ֱ�����������������������ϣ���λ���飩��
��ԭ��ͳ�Ʊ�������ͳ�Ƶ��졢���»�ij��ʱ����ij�֡�ij���ֻ�ȫ��ԭ�ϵĺ���������
���䷽����ͳ�Ʊ�������ͳ�Ƶ��졢���»�ij��ij��ʱ����ij����ij������ȫ���䷽����������1#��2#�������������ɷֿ���ϲ�ͳ�ƣ�
����������������
�� �û�����Ȩ�ּ�������a.�����û����������õ������еĹ��ܣ�b.�䷽����Ա��ֻ�������䷽��c.ϵͳά������Ա��ֻ�������ĺ��ش������ȼ������������ܿ����κ��䷽���ϡ�
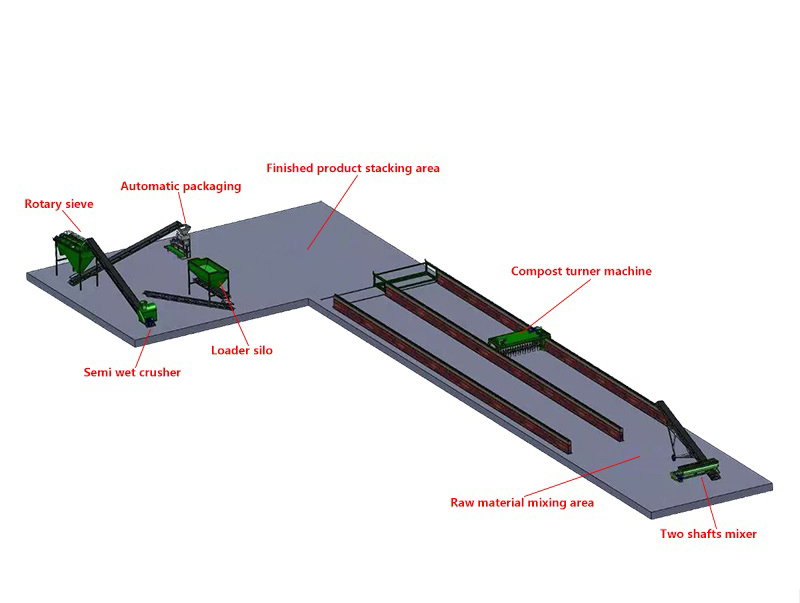
�塢���������ϣ�Ҥ¯���ϣ���ԭ�����п���״����ĩ״���鲣����ˮ��һ������Ϸ�ʽ���£�
�� ����״--ѡ����/Ƥ����ʽ��
�� ��ĩ״--������ʽ��
�� �鲣��--Ƥ��/���巽ʽ��
��ˮ����ŷ�/��Ƶ��ˮ��
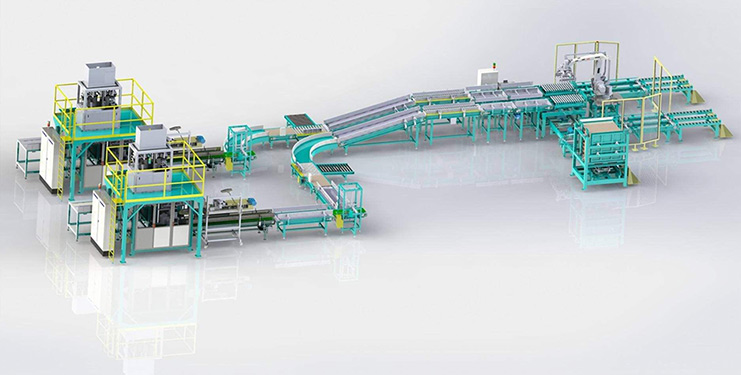
��̨����<25t/hʱ������1���Ͽ��Ӧ1̨ʧ�سӣ�ʧ�سƵ�������ο�����1�ڣ��ķ�ʽ��
����Ҫ�õ��ʵ������ϣ���̨����>25t/h������Ҫ���ߵļ�������ʱ�����ü����ֵķ�ʽ��1�������ֿ��ж��ԭ�ϲ֡�
����ij��������16��ԭ�ϲ֣������ò֣�������������ķ�ʽѡ��������
|
�������� |
�������� |
���Ϸ�ΧKg |
���Ϸ�ʽ |
ԭ�ϲ����� |
�������� |
|
1# |
ʯӢɰ |
300--500 |
����� |
2 |
������ |
|
2# |
�������� |
100--200 |
����� |
1 |
������ |
|
���� |
100--200 |
����� |
1 |
||
|
��ʯ |
50--150 |
�������ϻ� |
1 |
||
|
3# |
̼�ᱵ |
10--30 |
�������ϻ� |
1 |
������ |
|
����ʯ |
50--200 |
�������ϻ� |
2 |
||
|
ʯ��ʯ |
10--50 |
�������ϻ� |
2 |
||
|
4# |
�������� |
10--25 |
�������ϻ� |
1 |
������ |
|
̼��� |
10--25 |
Ƥ�����ϻ� |
1 |
||
|
�������� |
2--10 |
����� |
1 |
||
|
� |
2--10 |
�������ϻ� |
1 |
||
|
5# |
�鲣�� |
150--250 |
Ƥ�����ϻ� |
1 |
������ |
|
��ˮ |
��ϻ���ˮ |
10--30 |
������ |
