


详细介绍
一、系统在总体设计:设备选型和实施过程中遵循技术成熟、通用性好、可靠性高原则。
二、系统设计方案:
1、配料系统主机采用触摸屏平板电脑方式,技术科对计算机进行配方的相关操作时可用键盘鼠标操做,现场操作工只能用触摸屏方式操做。
2、配料控制系统以11个料仓做为起点,物料为粉状.,每个料仓下采用螺旋给料器往计量斗喂料,为防止料仓堵料,各自配备搅拌器,与物料接触部分均采用不锈钢材质,配料过程结束后由自动卸料至相应容器,粉尘污染降到低限。
3、每个原料仓带自动料位检测传感器,当料位达到下限值时自动空仓报警提示。本系统设计为全自动操作控制。
4、操作人员选择好相关配方号后只需按《启动》、《卸料》按钮,配料系统能够按照设定的配方自动控制称重配料系统相应的螺旋输送器向计量斗内输入物料,从而完成自动配料。
5、为保证配方保密,现场控制仪表显示屏单独密封,提供加锁位置。
三、原料库存管理:
1、入库、出库均采用条码管理。
2、出库遵循先进先出原则(配料时先用先入库的原料),当违背原则时不执行配料并提示相关信息(此时可手动干预,并有相关记录),配料完成后,系统自动登记原料出库,并统计出当前库存信息。
3、库存调整:
4、补码处理:当贴在原料包装上的条形码丢失、变脏以致扫描器无法读取时,可以对原料进行补码处理。
5、报表功能。
四、设备技术参数:仪表精度:1/100000计量精度:3/10000配料精度:<1.5/1000
・ 管道系统工程安装
・ 釜与压力容器
` 成套设备与系统工程 >
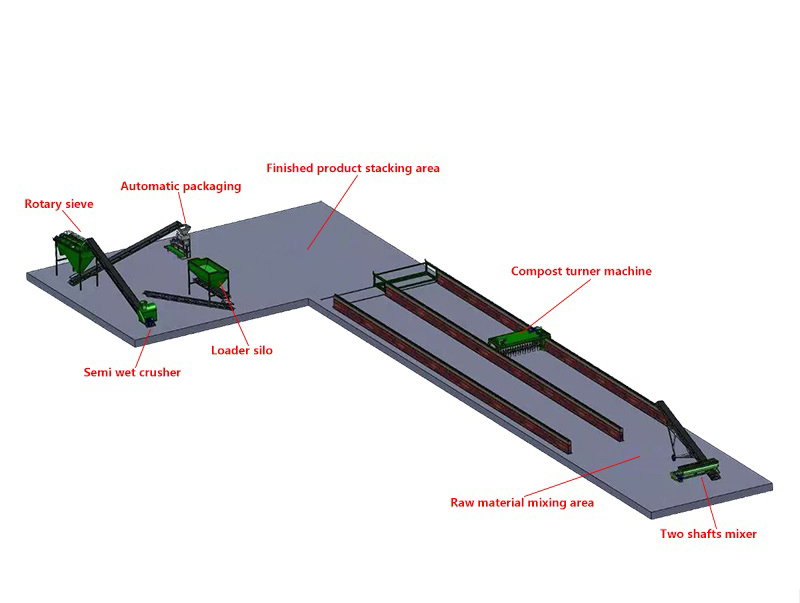
索维粉体自动给料系统是对颗粒、粉粒物料按所选配方配给计量的工业过程进行实时监控管理的自动化系统。
A、粉体自动上料系统

包括卸料、粉碎、粉尘处理、筛分、输送等环节,主要由开袋卸料装置、粉尘处理/粒径处理、投料罐、电动转阀、输送装置等部分组成。
● 优点:
・可实现密闭条件下粉体物料的输送,保证物料免受污染;
・可实现自动化无尘操作和全密闭式生产工艺;
・能帮助解决粉体卸料、输送过程中粉尘大、环境恶劣等问题;
・能满足不同的输送速度和精度的要求。
● 工作流程:
・ 卸料和粉碎
● 物料输送
(2)气力输送,类别有:吸送式、压送式、混合式。
(3)系统还包含各种供料器和卸料器。
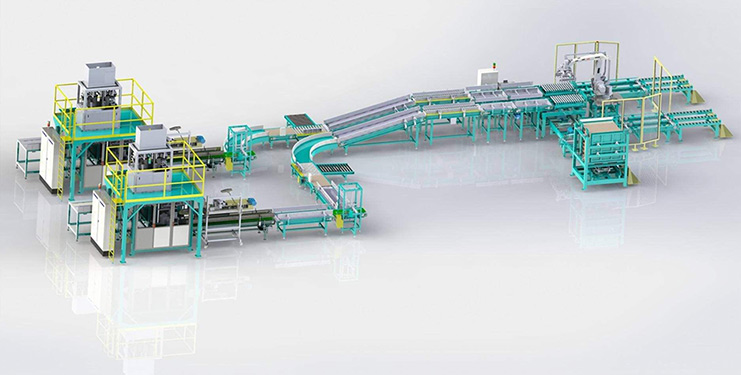
B、计量设备和配方控制系统
当物料通过机械或气力输送至储罐后:
a)称重槽装置了传感器,并连接至工控机。
b)操作者点击配料运行过程开始,系统自动控制加料过程;
c)加料过程结束并满足预先设定的全部放料条件,自动放料过程开始。
● 优点:
・可预先设定每次投料开启的顺序。
・系统可记录运行中的罐号、加料量、偏差值,以及加料与放料起止时间等运行数据。
・可查询和打印系统运行的原始数据和统计报表。
C、粉体出料系统
粉体出料系统用于分离空气和物料。
● 优点:
・同时控制泵和阀门时,可设置泵延时启动和泵提前关阀功能;
・发生结拱、流动性差、憋泵时借助助流设备来处理物料;
D、料位计、压力检测、安全装置

● 料位计:主要用于对粉仓中的颗粒物料和粉状物料进行位式检测和控制。
●压力装置:在满足工艺技术要求的前提下,本着实用原则,我们将综合考虑各种因素:
・压力测量精度;
・被测压力的高低;
・对附加装置的要求;
・被测介质的性质;
● 压力装置类型:
・泄压装置
・控压装置
・稳压装置。
根据需要附加报警、远传变送等装置。
● 安全装置:
索维液体、粉体自动给料系统和工程的安全装置设计严格执行相关法令规章。我们为您周全考虑选型要求:
a)保证工艺的本质安全;
b)防止运转中的事故:
(1)充分考虑工艺特性,选择满足要求的材料;
(2)在反应装置上设置:
c)压力控制装置
d)稳定装置
e)紧急控制装置
f)防止扩大受灾范围:设置报警装置与紧急控制装置。
E、粉体给料控制系统

索维提供的粉体给料控制系统通过PC+PLC(DCS现场总线)实施监控;统计管理确保数据的备份、查询、统计、打印等功能。
● 优点:主要器件选用知名品牌产品,保证系统稳定可靠;计量系统精度高、稳定性好、反应速度快、使用寿命长;索维能够提供现场操作控制盒、MCC柜、PLC柜
● 其它功能:
a) 自动、手动开关 b) 参数设置、显示
c) 工艺动态显示 d) 参数保存
e) 故障显示
